





- Use:
-
Textile Finishing Machinery
- Type:
-
murata suction nozzle tube
- Warranty:
-
1.5 years
- Condition:
-
New
- Applicable Industries:
-
Machinery Repair Shops, Retail, Other, Textile Machinery Parts
- Weight (KG):
-
0.5
- Video outgoing-inspection:
-
Not Available
- Machinery Test Report:
-
Not Available
- Marketing Type:
-
Ordinary Product
- Place of Origin:
-
Zhejiang, China
- Brand Name:
-
Murata
- Material:
-
plastic
- package:
-
single piece package
- Item no.:
-
21A-370-1-013-1
- Name:
-
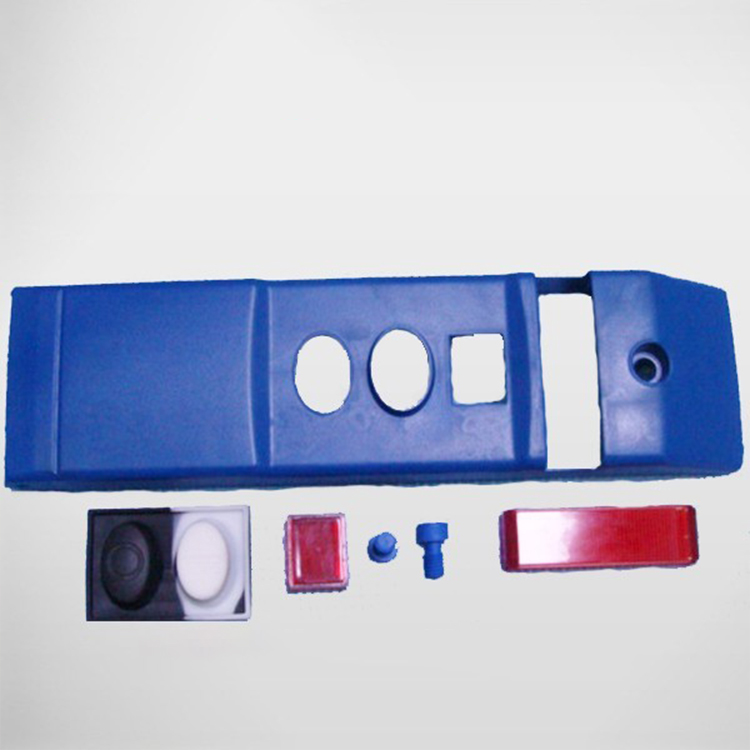
murata suction nozzle tube
- Application:
-
autuconer machinery
- MOQ:
-
10pcs
- Quality:
-
guaranteed
- Payment Term:
-
T/T, Western Union, Paypal
- Delivery time:
-
3-7 Days
- HS CODE:
-
8448399000
Reason and control measures of high splicing error rate
Splicing error rate is a comprehensive parameter reflecting splicing and yarn feeding errors. When the splicing error rate is too high, the repeated useless work of the large suction nozzle is easy to produce the phenomenon of continuous tube yarn.
The reasons for the increase of splicing error rate are as follows: too much dust and flowers in photoelectric yarn sensor. The sensor always detects the existence of yarn, and the large suction nozzle always acts, resulting in a high splicing error rate in the system. The negative pressure of the large suction nozzle is too low. There are many flowers and silk in the suction duct, which affects the wind force and cannot suck the yarn. The distance between the large suction nozzle and the tube yarn is too large to absorb the yarn, resulting in splicing errors. The relative humidity in the workshop is too high, the adhesion of the yarn is enhanced, and it is close to the surface of the barrel yarn. The large suction nozzle can not capture the broken end of the yarn, resulting in information feedback as splicing error. There is flower dust in the yarn channel groove of the large suction nozzle, the serrated strip of the large suction nozzle is blocked by flower hair or dust, and the large suction nozzle is blocked by wire return, and the rotation is not flexible or in place. The yarn suction channel of the suction nozzle is blocked by the return wire, and the yarn cannot be caught during the yarn catching action. The wrong position of the insertion spindle causes the BAL con tracking balloon controller not to descend.
Control measures for splicing error rate: through the visual query system, when the MIS value is greater than 10%, it can be regarded that the splicing error rate exceeds the standard, and the operation state shall be observed in time for renovation. Clean the yarn sensor every working day and wipe the sensor device with warm water every week to avoid false detection of the sensor. Timely correct the distance between the large suction nozzle and the barrel yarn, and adjust the proximity of the large suction nozzle to 1.5mm ~ 2.5mm. Reasonably control the relative humidity of the workshop. The production shows that the relative humidity of self winding should be lower than the control standard of ordinary winding. When the relative humidity is greater than 75%, the splicing error rate increases significantly. Generally, it should be controlled at about 70%. Remove the dust accumulated in the groove of the large suction nozzle, clean the saw blade of the large suction nozzle with gasoline, and remove the blocked return wire. Clean the return wire in the small suction nozzle channel in time. Adjust the position of the yarn inserting spindle to ensure that the photosensitive point of the balloon controller decreases with the unwinding of the yarn.
Specification:
| Item No: | 21A-370-013-21 | Application: | Murata |
| Name: | murata suction nozzle tube | Color: | transparent |
| Our Good Before & After sale Service: 1.Good Quality :we cooperated with many stable factories, which can guarantee the good quality. |
| 2.Competitive price: factory direct supplier with best price. |
| 3.Quality guarantee, 100% pre-test for each item. we can return the value of the problem goods, if it is our quality factor. |
| 4.Within 3–5 days can send out to customer checking. |
| 5. 24 hours online and cellphone service making sure prompt response. |
Products Image:




Packing and Delivery:
1.Carton package suitable for air and sea shipment.
2.Delivery normally is one week.
Contact us:
· Website:http://topt-textile.en.alibaba.com
· Contact: Shine Wu
· Cellphone: 0086 18721296163
· Skype: switech01 whatsapp: +008618721296163
WE WILL KEEP YOU INFORMED OF OUR NEWEST PRODUCTS & WELCOME TO CONTACT US AT ANY TIME!

Products categories
-

high quality Muller III magnet Electronic magne...
-

lower price saurer twisting machinery switch va...
-

PGW rapier tape for weaving Jacquard loom machi...
-

Good quality 0.9mm diameter harness cord in Jac...
-

Warping machinery spare parts warping tensioner
-
savio orion slide cover for textile autoconer m...